
JIUYUAN
20+ ÅRODM&OEM
Elektrisk og mekanisk
20+ ÅRODM&OEM
Elektrisk og mekanisk

Kategorier
Siste innlegg
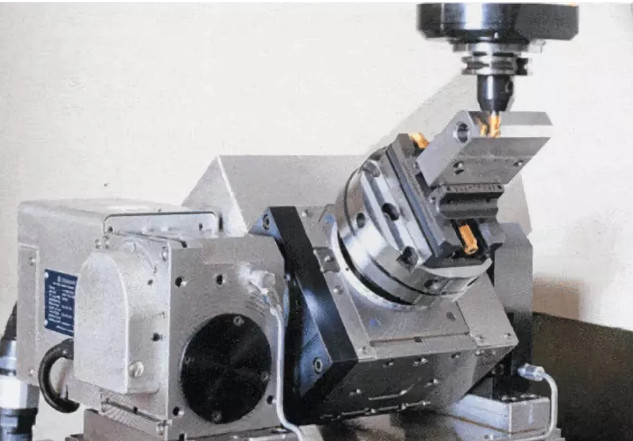
Senterverktøyinnrettingstrinn forCNC maskineringsdeler
Ta midten av artefakten som et eksempel.
Arbeidsstykkesspindel på 1, kutter igjen av artefaktene, husk X-verdien, kniv, flyttet til høyre for artefakter, til høyre, husk X-verdien, de to X-verdiene, gjennomsnitt, registrert i G54 X 2 hovedakselen dreies på, fronten av kutteren på arbeidsstykket, husk Y-verdi, kniv, flyttet til baksiden av arbeidsstykket, nær baksiden, husk Y-verdien, de to Y-verdiene, gjennomsnitt, skriv inn i G54 Y 3-hovedakselen er slått på, avhengig av overflaten på arbeidsstykket, sakte med fresen husk Z-verdien, legg den inn i G54 Z. G92-instruksjonen brukes til å etablere arbeidsstykkets koordinatsystem, som avhenger av verktøyets nåværende posisjon.
Bruksformatet for denne instruksjonen er G92 X_Y_Z_, som betyr at koordinatverdien til verktøyets aktuelle posisjon i arbeidsstykkets koordinatsystem er (X_,Y_,Z_).
(1) En avlesningsverdi M1 oppnås når en freser brukes til å kontakte arbeidsstykkets kontur i X-retningen, og deretter flyttes spindelen til den andre siden av arbeidsstykkets kontur i X-retningen for å komme i kontakt med de to grader M2.Skriv inn M=M2-M1 på målesiden for verktøykomplement.
(2) En avlest verdi N1 oppnås ved å kontakte arbeidsstykkets kontur med en fres i Z-retningen.Beveg deretter spindelen for å komme i kontakt med den andre siden av arbeidsstykkets kontur i Z-retningen for å oppnå to grader N2.Skriv inn N= mn2-n1 på verktøykomplementmålingssiden.Vil du lære UG-programmering kan legge til små SMINKE QQ: 770573829 få læremateriell og kurs.
Hensikten med kutter til kutter er å bestemme den romlige posisjonsrelasjonen mellom arbeidsstykkets koordinatsystem og verktøymaskinens koordinatsystem gjennom kutteren eller verktøyet til verktøyet, og å legge inn verktøydataene til det tilsvarende lagringsstedet. Det er det viktigste operasjonsinnhold i nc maskinering, vil dens nøyaktighet direkte påvirke maskineringsnøyaktigheten til delene. Knivinnstillingsoperasjonen er delt inn i X-, Y- og Z-retning.
JIUYUAN har to etasjer for CNC maskinering verksted dekke 3000 kvadratmeter og bygget vår egen anodisert fabrikk for aluminium CNC maskinerte deler.
CNC-verksted har 20 sett 4-akset CNC-maskineringssenter, 12 sett 3-akse CNC-maskiner, 18 sett boremaskiner og 10 sett dreiebenkmaskiner.
Vi har fordel på aluminium CNC maskineringsdeler,elokserte CNC maskineringsdeler,stål CNC maskineringsdeler,plast CNC maskineringsdeler,en rekke presisjon CNC maskinering deler.
tlf:+8613267205630
Hva skjer :13267205630
E-post:emily@jiuyuan999.com
Skype:emilymoonjiang






